|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
RADYO ELEKTRONİK VE ELEKTRİK MÜHENDİSLİĞİ ANSİKLOPEDİSİ Elemanların montajı ve demontajı. Radyo elektroniği ve elektrik mühendisliği ansiklopedisi
Radyo elektroniği ve elektrik mühendisliği ansiklopedisi / Ham Radyo Teknolojileri 7.1. Baskılı devre kartlarına montaj.Kurulumdan önce baskılı iletkenler ve temas yüzeyleri lehimleme için hazırlanmalıdır - oksit film ve kirden arındırılmalıdır. Kurulum, baskılı devre kartının imalatından hemen sonra gerçekleştirilirse, iletkenleri alkole batırılmış bir pamuklu çubukla silmek yeterlidir. Levhanın imalatından bu yana çok zaman geçtiyse ve metal kaplama karardıysa (oksitlendi), o zaman önce ince taneli bir zımpara kağıdı ile parıldayana kadar temizlemek ve ardından alkolle iyice durulamak gerekir. Yağdan arındırıldıktan sonra, baskılı devre kartının tüm temas yüzeylerine bir fırça ile ince bir reçine tabakası uygulanır (bkz. Tablo 9.2). Radyo elemanları ve mikro devrelerin de kurulum ve lehimleme için hazırlanması gerekir. Bunu yapmak için, uçları kalıplanır (onlara istenen şekli verir), gerekli uzunlukta kesilir, temizlenir (madde 7.9) ve kalaylanır. Kablolar, ilk olarak, temas yüzeyleri ile aralarındaki mesafeleri eşleştirmek ve ikinci olarak, eleman gövdesine dikkatsizce bastırıldığında baskılı iletkenlerin ve yastıkların soyulmasını önlemek için oluşturulur. Cımbız, minyatür pense, yuvarlak burunlu pense veya basit bir aletle şekillendirme yapılabilir (bölüm 5.4). Folyonun levhaya yapışma mukavemeti düşük olduğundan ve ısıtıldığında azaldığından, bir baskılı devre kartı üzerindeki bağlantıları lehimlerken, iletkenlerin ve pedlerin karttan soyulmasına neden olabileceğinden aşırı ısınmamaya dikkat edilmelidir. Lehimleme için düşük erime noktalı lehim kullanılmalıdır: POSK 50, POS 61 ve diğerleri (bkz. Tablo 9.1) Bu lehimlerle lehimleme yapılırken elektrikli havyanın gücü 35-40 W'ı geçmemelidir. Bazı durumlarda, ayar elemanları için baskılı devre kartlarının deliklerine kapaklar takılır. Kapakların lehimlenmesi, cihazın güvenilir çalışması için bir ön koşuldur.
7.2. Bileşik montaj yöntemiaşağıdaki gibidir (Şekil 7.1). Gelecekteki levhanın boyutlarına karşılık gelen kalıbın dibine bir plastik kütle tabakası (kalıp kili veya hamuru) yerleştirilir; Üstte, aydınger kağıdına 1: 1 ölçeğinde yapılmış, elemanların yerlerini ve sonuçlarını gösteren bir bağlantı şeması taslağı uygulanır. Çizim, plastik sargı gibi şeffaf bir koruyucu tabaka ile kaplanmıştır. Ardından, öğeleri çizime göre düzenleyin. Aynı zamanda koruyucu tabaka, aydınger kağıdı ve plastik kütle sonuçlarla delinir. Bundan sonra form bir bileşik ile doldurulur. Telsiz elemanların plastik kütleye monte edilmeden önceki uçları düzleştirilir, montaj taslağına göre bükülür ve gerekirse kısaltılır. Devre elemanlarının yerleşim ilkesi, geleneksel kurulumdaki ile aynıdır. Devre kartlarının deneysel örneklerinde, devre elemanları, kasa döküldükten sonra bileşik katmanın üzerinde olacak şekilde düzenlenmiştir. Çalışılan devrelerde, elemanların gövdeleri kısmen veya tamamen bileşiğe daldırılabilir. Özel korumaya sahip olmayan ferrit parçaların bir bileşikle doldurulması önerilmez. Bu şekilde montaj için epoksi, polyester akrilat ve benzeri bileşikler kullanılabilir. Karışım şeffaf ve kolay akabilir, sertleştikten sonra elastik olmalıdır. Bu gereksinimler, aşağıdaki bileşime sahip bir epoksi bileşiği ile karşılanır (kütle kısımlarında): epoksi reçine-100, 20 ila 25 arası dibütil ftalat, 12 ila 15 arası polietilenpoliamin.
Bileşik tabakanın kalınlığı 1,5-3,5 mm olabilir. Bileşik önce oda sıcaklığında 6-12 saat, kalıptan çıkarıldıktan sonra 60-80 °C sıcaklıkta 4-6 saat daha polimerize olur ve ayrıca darbe dayanımına sahiptir. Parçaların uçları arasındaki yalıtımın elektrik direnci en az 1000 MΩ elde edilir. Elektrik bağlantıları lehimleme kullanılarak bir montaj teli ile yapılır. Elemanları değiştirmek gerekirse, lehimi eritmek ve uçların yanındaki epoksi bileşiğini katmanın tüm kalınlığı boyunca yumuşatmak için uçları bir havya ile ısıtmak yeterlidir, ardından elemanı cımbız veya metal bir kanca ile çıkarın , yerine yenisini takıp içini macunla doldurun. Tamamen geliştirilmiş ve ayarlanmış bir devre, yüksek nem koşullarında çalışması amaçlanıyorsa, bir modül şeklinde uygulanması tavsiye edilir, yani. hem eleman yuvalarının yan tarafını hem de montaj tarafını bileşikle tamamen doldurun. 7.3. Push-in montajtermoplastik malzemede (viniplast, organik cam vb.). Tahtaya kurulumdan önce tüm elemanların sonuçları, Şekil 7.2'de gösterildiği gibi oluşturulur. XNUMX. Kurulum sırasında, keskinleştirilmiş bir havya ile tahtaya bastırılırlar. Bu durumda tahtanın malzemesi erir ve kurşun, levhanın çapından biraz daha büyük bir derinliğe daldırılır. Havya daha sonra geri çekilir ve eleman plastik sertleşene kadar yerinde tutulur. Birbirine bağlanması gereken elemanların uçları birbirine mümkün olduğunca yakın sabitlenmeli ve lehimlenmelidir. Lehimleme sırasında, elemanların sabitlenmesi bozulmaz, çünkü uçların ısıtılması sırasında üzerlerinde pratik olarak hiçbir mekanik yük yoktur ve uçlar, onları saran plastik tarafından oldukça iyi tutulur. Bu kurulumda, iki havya kullanmak uygundur: biri parçalara basmak için, diğeri bağlantıları havlamak için. Birleştirilmiş ve test edilmiş tahta, koruyucu bir epoksi yapıştırıcı tabakası ile kaplanmıştır. 7.4. Ev yapımı modüllerin montajı.Küçük boyutlu cihazların tasarımı ve montajı, özellikle birkaç kopya halinde üretim için tasarlanmış olanlar (ulusal ekonomi için ekipman, modellerin uzaktan kontrolü vb.), Tam işlevsel birimler olan modüller kullanıldığında büyük ölçüde basitleştirilir. Düğüm önceden modellenir ve belirli bir parametre toleransı ile servis verilebilir standart elemanlardan monte edildiğinde herhangi bir ek ayarlama olmaksızın çalışır durumda olması sağlanır. Daha sonra modülde olacak şekilde elemanların dizilimi ile düğüm çalışmasının kararlılığını kontrol ederler. Her eleman iki veya üç kat vernikli bezle sarılır veya gövdeye bir parça polivinil klorür tüp konur ve bir klipse yerleştirilir (Şekil 7.3). Gövde üzerinde halka şeklinde bir çıkıntı bulunan elemanlar (örneğin zener diyotlar), vernikli kumaşa sarılarak çap olarak hizalanır. Transistörleri, zıt yönlerde uçları olan çiftler halinde yuvarlak bir kasaya yerleştiriyorum. Pimli klips kelepçesi, kılavuz oluklarda çelik bir yayın etkisi altında hareket eder ve modül montajı sırasında elemanların konumunu sabitler. Klipsin gövdesi 0,5 mm kalınlığında çelik sacdan imal edilmiştir. Şekilde belirtilen boyutlar gösterge niteliğindedir. Boyut A, modülün hacmine göre belirlenir. Elemanlar lehimlenerek monte edilir, tüm blok vernikli bezle yalıtılır ve 0,2-0,3 mm kalınlığında pirinç veya bakır sacdan yapılmış bir ekran kasasına yerleştirilir. Modül bir epoksi bileşiği ile doldurulmuş veya içinden kabloların geçtiği delikleri olan bir yalıtım levhası ile kaplanmıştır. Bu şekilde yapılmış ve örneğin iki adet KT316 transistörü, beş adet MLT-0,125 direnci ve üç adet KM-5a kondansatörü içeren bir modülün boyutları 12X14X15 mm'dir.
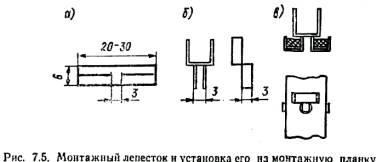
7.5. Sarma kurulumuprototip oluştururken, sonuçlarının tekrar tekrar lehimlenmesini ortadan kaldırdığı için öğeleri daha iyi kaydetmenize olanak tanır. Sargı kurulumunun özü, cihazdaki tüm bağlantıların, parçaların uçlarının etrafına sıkıca sarılarak çıplak bakır (tercihen kalaylı) tel ile yapılmasıdır. Basit bir cihaz (Şekil 7.4), bağlantıda güvenilir elektrik kontağı sağlamanıza ve bu işlemi kolaylaştırmanıza olanak tanır. Cihazın temeli, çizim pusulasından kurşun tutucu kartuştur (eksenel delikli bir tutucu uygundur). Yaklaşık 80 mm uzunluğunda bir pirinç boru, tutucu gövdeye bastırılır. 25X5X0,5 mm ölçülerinde montaj delikli iki adet pirinç şerit borunun üst ucuna (şekle göre) lehimlenmiştir. Bu şeritler, bir montaj teli kaynağı olan bir bobin tutucu oluşturur; bobinin ekseni bir vidadır. Bir tıbbi şırınganın iğnelerinden kesilen iki çelik boru, kurşun tutucunun kartuşuna kenetlenir. Tüp 1'in dış çapı 0,8 ve uzunluğu 35 mm iken, tüp 2'nin dış çapı sırasıyla 1,2 ve 25 mm'dir. Tüp 2, montaj teli için bir kılavuz görevi görür ve aynı zamanda ondan oksit filmi çıkaran bir kesici görevi görür. Bu borunun çıkıntılı ucu taşlama taşı üzerinde eksenine dik olarak bilenmelidir; kenarlar keskin fakat çapaksız olmalıdır. Tüpün karşı ucunun kenarları düzeltilir ve üzerine polivinil klorürden yapılmış yaklaşık 100 mm uzunluğunda bir kılavuz tüp konur. Tüp 1, olduğu gibi bir eksendir: parçanın çıkışına konur ve cihaz, montaj telinin ucunu tahtaya bir parmakla bastırarak etrafında döndürülür. Bu durumda, montaj teli borudan (2) çekilir ve çıkışa sıkıca sarılır. Tüp 1 kartuştan 4 mm, tüp 2 ise 3,7 mm çıkıntı yapmalıdır. Bir klemense tel sarıldıktan sonra cihaz başka bir klemense aktarılır ve böylece teller kopmadan gerekli sayıda klemens bağlanır. Vida somunu ile gerekli tel gerginliği ayarlanır. Cihazla biraz pratik yaptıktan sonra oldukça güvenilir bir elektrik teması elde edilir. 7.6. Montaj şeritleriYaprakların alevlenmeden veya perçinlenmeden sabitlendiği , tasarımı basit ve üretimi kolaydır. Montaj pabucu boşluğu, bakır veya pirinç folyodan veya teneke levhadan kesilir (Şek. 7.5, a). Her iki tarafta da kesimler yapın. Yaprakların "antenleri" bükülmüştür (Şek. 7.5,6). Daha sonra iş parçası deliğe sokulur ve çubuk Şekil 7.5'de gösterildiği gibi kıvrılır. XNUMX, yak.
7.7. Geçici bağlantılar için kelepçe iletkenler ve radyo elemanları, çeşitli elemanların uçlarını veya montaj tellerinin uçlarını hızlı bir şekilde bağlamanıza izin verdiği için basit devreler üzerinde çalışırken uygundur (Şekil 7.6). Devre kartındaki deliğe bir yayın konulduğu bir tel klips sokulur. Soyulmuş montaj kabloları veya eleman uçları, kartın ön tarafında çıkıntı yapan halkanın içine geçirilir. Yayın kuvvetiyle birbirlerine bastırılarak güvenilir elektrik teması sağlanır. 7.8. Radyoelement kasalarının yalıtımımontaj sırasında bir parça PVC boru ile yapılabilir. Daha iyi sabitleme için, boru çapı eleman gövdesinden biraz daha küçük seçilmelidir.Gövde uzunluğunun 1,2-1,5 katı daha uzun bir boru parçası asetonda yaklaşık bir saat (veya dikloroetanda 30-40 dakika) tutulur. Bu süreden sonra boru malzemesi şişer, istisnai derecede yüksek bir elastikiyet kazanır, boru uzar ve çapı artar. Cımbız kullanılarak tüp dikkatlice elemanın gövdesine geçirilir ve en az 2 saat açık havada tutulur.Bu süre zarfında tüp büzüşerek gövdeye sıkıca oturur. Fazla hortumu kesin. 7.9. Sonuçların temizlenmesi.Depolama sırasında, bir süre sonra radyoelementlerin sonuçları genellikle bir oksit film ile kaplanır ve bu da lehimlemeyi zorlaştırır. Bir öğrencinin mürekkep silgisinin yardımıyla sonuçları temizlemek uygun (ve hızlı). Elastik bantta ince bir matkapla birkaç delik açılır, içinden elemanların tel uçları kuvvetle 3-4 kez çekilir ve elastik bant parmaklarınızla sıkılır. Yassı uçlar, sıkıca sıkıştırılmış iki lastik bant arasından veya elastik bantta yapılan bir yuvadan çekilir veya silme sırasında her zamanki gibi, elemanın ucunu düz bir yüzeye yerleştirerek lastik bant kullanılır. 7.10. MLT direncinden yapılmış montaj pistonu.Arızalı bir dirençte, kapak pense ile seramik tabandan dikkatlice ayrılır ve içeriden kalaylanır, kapak çıkışı tahta deliğine lehimlenir ve ardından ortaya çıkan pistona parçalar yerleştirilir. Bu yöntem, cihazların onarımında, iyileştirilmesinde ve iyileştirilmesinde en etkilidir. 7.11. Tükenmez kalemin yazma ünitesinden montaj pistonutahtaya kurulumdan önce pratik olarak değişiklik gerektirmez. Boşluğu yazı macunu kalıntılarından temizlenir, ateşte kalsine edilir ve alkol veya aseton ile yıkanır. Sonra gelecekteki lehimleme yerini kalaylar. Piston, baskılı devre kartına takılır ve baskılı iletken ile bağlantı lehimlenir. Çubuğun fazla kısmı (top ile birlikte) kesilir. Gerekirse, piston camı 1,5 mm çapında delinebilir. 7.12. Pistonlar yerine spirallerÜretimleri için gerekli çap ve uzunlukta hazır montaj kapakları veya malzemeleri olmadığında çok sayıda lehimli iletkenle kullanılır. Kalaylı montaj telinden, uygun çaptaki metal bir pim üzerindeki bobine bir bobin sarılır, tel kesicilerle gerekli uzunlukta bir segment ayrılır, devre kartındaki deliğe sokulur ve baskılı iletken ile birleşim yeri lehimli 7.13. MP serisinin transistörlerini takmak için pedlerörneğin diş macunu gibi tüplerden plastik kapaklardan yapılabilir. Transistörlerin bu şekilde sabitlenmesi, cihaz sallanma ve titreşim koşulları altında çalışırken yeterli sertlik sağlar. Transistör uçları için kapakta üç delik açılır. 7.14. Delik düzeltmemontaj tellerinin veya demetlerinin geçtiği, bir parça PVC boru kullanılarak yapılabilir. 1-2 mm kalınlığındaki panellerdeki delikleri kapatmak için 3-5 mm çapında bir boru kullanabilirsiniz. Segmentin uzunluğu l=n(d-0,6) formülüyle belirlenir, burada d, deliğin çapıdır; 0,6, boru duvar kalınlığının iki katıdır. Tüp her iki uçtan 45 ° 'lik bir açıyla kesilir (Şekil 7.7). Tıraş bıçağı veya keskin bir bıçakla, tüp dikkatlice en uzun generatriks boyunca kesilir, kenarlar birbirinden ayrılır ve delik çerçevelenir. 3-7 mm kalınlığındaki panellerde delikler açılırken 7-15 mm çapında borular kullanılır. 7.15. Çoklu temas elemanlarının sökülmesi(döngü bobinleri, transformatörler, elektromanyetik röleler, transistörler, vb.) sadece zahmetli olmakla kalmaz, aynı zamanda folyoyu tahtadan yırtma olasılığını da dışlamaz, çünkü amatör uygulamada genellikle dönüşümlü olarak lehimleme noktalarını ısıtır ve parçayı eğerek , kademeli olarak elemanların uçlarını kart deliklerinden dışarı çekin . Aşağıda, bu eksikliklerden arınmış üç yol bulunmaktadır.
1 yolu.Bir elektrikli havyanın çubuğu üzerinde, örneğin Şekil 8.5'de gösterilenlere benzer özel bir nozül yapılır. 8,8, e ve XNUMX. 2 yolu.Alüminyum gibi kötü kalaylanmış metalden yapılmış bir tüp şeklinde bir cihaz kullanarak her bir çıkışı ayrı ayrı lehimleyin. Borunun duvar kalınlığı 0,2 mm'den fazla olmamalıdır, yani çıkış ile tahtadaki delik arasındaki boşluktan fazla olmamalıdır. İç çap, lehimlenmiş ucun çapına uygun olmalıdır. Cihaz, içine çıkışın çapına eşit bir çapa sahip bir tel veya bir matkap sapı sokularak sac malzemeden veya daha büyük çaplı ince duvarlı bir tüpten de yapılabilir. Tüpün ucunu pense ile 5-10 mm uzunluğunda sıkıştırın. Fazla malzeme makasla kesilmeli ve kenar törpü ile törpülenmelidir. Üretilen borunun, ısıl iletkenliği düşük, ısıya dayanıklı malzemeden yapılmış bir çubuk üzerine sabitlenmesi gerekir. Çıktıyı lehimlemek için üzerine bir tüp koymanız ve lehim yeri ile tüpü bir havya ile ısıtmanız gerekir. Lehim erimeye başlar başlamaz, dönen boru kurşun ile delik arasındaki boşluğa sokulur ve havya çıkarılır. Lehim katılaştıktan sonra tüp dikkatlice çıkarılır. Bu işlem tüm sonuçlarla yapılır. Ardından eleman, folyoya zarar vermeden tahtadan kolayca çıkarılabilir. Aynı amaçla tıbbi bir şırıngadan iğne kullanabilirsiniz. Uygun çaptaki bir iğnenin ucu eksene dik olarak taşlanır. Çapaklar alınmalı ve delik uçtan hafifçe havşa açılmalıdır. 3 yöntemi. Geleneksel bir elektrik süpürgesi kullanılarak çok kontaklı elemanların sökülmesi sırasında erimiş lehim, esnek hortumuna 5-8 çapında ve 100-150 mm uzunluğunda ince cidarlı bir metal boru takılarak emilir (s. 5.45). Lehimleme noktası bir havya ile ısıtılır. Lehim erimeye başlar başlamaz üzerine bir tüp getirilir ve lehim yeri lehimden arındırılır. Tüp içinde hareket ederken lehim damlalarının soğuması için zaman vardır ve elektrik süpürgesi hortumunu ve toz toplama torbasını bozmaz. 7.16. Mikro devrelerin sökülmesi(örneğin, K133 serisi), kesici kenarın iki veya üç aşırı ucun lehimleme noktalarına dayanması için mikro devre muhafazasının altına bir tıraş makinesinden bir bıçak parçası sokarak üretmek uygundur. Bu havyaları bir havya ile aynı anda ısıtarak, bıçak aşağıdaki sonuçlar doğrultusunda kuvvetle yer değiştirir. Bu durumda bıçak, kabloları karttan ayıracaktır. Bir satır sonucu bu şekilde lehimledikten sonra başka bir satıra geçin. Pim uçlu mikro devreler, paragraf 7.15'te verilen yöntemlerle sökülebilir. 7.17. Mikro devreleri sökmek için kavramaaşırı ısınma olasılığını azaltan çipi hızlı bir şekilde çıkarmanıza olanak tanır. Bu durumda ısıtma, tüm uçları bir kerede ısıtarak özel bir havya veya nozül grubu ile gerçekleştirilir (Şekil 8.5, 8.8). Kavrama bir timsah klipsinden yapılmıştır. Mengene çenelerinde dişler kesilir, iki delik açılır, 7 mm genişliğinde ve 1 mm kalınlığında çelik levhalar perçinlenir ve uçları birbirine 90 ° açıyla bükülür. Kavrama uçları uçlardan mikro devre kasasının altına sokulur, lehimleme ısıtılır ve mikro devre kart deliklerinden hızla çıkarılır (veya temas pedlerinden çıkarılır). Mikro devreler tahtaya birbirine sıkıca takılırsa, uç tutamak takılamaz, biraz farklı şekle sahip plakalarla yan kavrama yapmak mümkündür. Plakaların çalışma kısmının genişliği, mikro devre gövdesinin uzunluğuna eşit olmalıdır. Plakaların uçlarında, mikro devre pimlerininki gibi genişlik ve aralıkta yuvalar yapılır. Biliyor musun?. 7.18Kurulumdan önce tüm radyo elemanlarının kontrol edilmesi, cihazın çalışabilirliğini ve başarılı konfigürasyonunu garanti eder. Çoğu radyo elemanı, geleneksel bir test cihazı ve küçük kapasiteli olanlar (onlarca ve hatta pikofarad birimleri) dahil olmak üzere kapasitörler, bir kapasitans ölçerin yokluğunda kulaklık kullanılarak kontrol edilebilir. Bir voltaj kaynağından şarj edilen bir kondansatör, telefonların direncine kadar deşarj edilir ve uygunluğu telefonun tıklamasıyla belirlenir. Kapasitörün kapasitansı ne kadar büyükse (sabit bir voltajda), deşarjın sesi o kadar yüksek olacaktır. Böyle bir kontrolde, bu tür bir kapasitör için anma değerinden daha yüksek olmayan bir voltaj uygulamak gerekir. 7.19Belirli bir mikro devreyi aynı olanla değiştirmek mümkün olmadığında, ancak başka bir durumda işlevsellik ve parametreler açısından uygun bir tane olduğunda, folyo cam elyafından veya getinaklardan bir adaptör bloğu yapabilirsiniz. Mikro devre, kontak direkleri ile baskılı devre kartına bağlanan bir adaptör bloğuna monte edilmiştir. Temas rafları, 0,4-0,5 mm çapında tel parçalarından yapılır. 7.20 Bitmiş tahtaya montaj klipsleri takılı değilse, ancak bunlar el altında değilse ve paragraflardaki tavsiyelere uymanın bir yolu yoksa. 7.10-7.12, daha sonra eleman seçiminde baskılı kablolamayı korumak için gerekli montaj noktalarında 0,5-0,6 mm çapında kalaylı bakır tel parçaları lehimlenir ve seçilecek elemanlar bunlara lehimlenir. Ayarlama sonunda tel parçaları çıkarılır ve seçilen eleman lehimlenir. 7.21Baskılı devre kartını bir alkol lambasının alevinde lehimleme tarafından dikkatlice ısıtarak pimli mikro devreyi sökebilirsiniz. 7.22Yalıtımı, demir testeresi bıçağının bir parçasından yapılabilen özel bir bıçakla montaj tellerinden çıkarmak uygundur. Kanvas serbest bırakılmalıdır (s. 1.3), içine 2-4 mm çapında bir delik açın. Deliği tuvalin kenarına üçgen bir oyukla bağlayın, oyukun kenarlarını keskinleştirin. Ardından tuvali sertleştirin. Sapı yalıtım bandıyla sarın ve bıçak kullanıma hazırdır. 7.23PVC tüpler üzerine yazmak için mürekkep, 6 g nigrosini 50 ml etanol içinde çözerek ve 50 ml sikloheksan ekleyerek hazırlanabilir. 7.24. Radyoelementlerin, temas plakalarının, pedlerin gümüş terminalleri, örneğin 2-GO ° C'de bir dakika boyunca% 5-50 hidroklorik asit çözeltisi ile bir oksit filminden temizlenebilir, bir çözeltiye daldırılabilir veya ıslatılmış bir bezle tekrar tekrar silinebilir. sıcak bir solüsyonda. Ardından iyice durulayın ve kurulayın. 7.25Boya dolu vida sökülmeden önce havya ile iyice ısıtılırsa boya yumuşar ve tornavida yuvaya zarar vermez. 7.26Antenlerin veya diğer cihazların sabitleme elemanlarının vidalarının açık havada grafit ile makine yağı veya özel grafit gres karışımı ile kaplanması faydalıdır.Bu tür bir işlemden sonra, birkaç yıl sonra bile kolayca vidaları sökülür. 7.27Bağlantıyı önce gazyağı veya terebentin ile ıslatırsanız (veya belirtilen sıvılardan birine batırırsanız) ve bir süre sonra ateşe verirseniz, paslanmış cıvataları ve somunları sökebilirsiniz. Sıvı artıkların yanmasından sonra, dişli bağlantı kural olarak anahtara uygundur. 7.28M8 dişli (veya daha fazla) paslı bir somun, bir veya üç yüze bir keski ile 1-2 mm derinliğinde çentikler açılırsa ve diş gazyağı ile nemlendirilirse sökülebilir. Yazar: tolik777 (diğer adıyla Viper); Yayın: cxem.net
Dokunma emülasyonu için suni deri
15.04.2024 Petgugu Global kedi kumu
15.04.2024 Bakımlı erkeklerin çekiciliği
14.04.2024
▪ NEC korsan pillere savaş ilan etti ▪ Işık mikro devrelere zarar verir ▪ Madencilik Ekibi Grubu Chia için Katı Hal Sürücüsü ▪ Cypress CYFB0072 4,8 Gb/sn video arabellek çipi
▪ Sitenin bölümü Evde fabrika teknolojileri. Makale seçimi ▪ makale Nerede, akıllı, kafanı mı karıştırıyorsun? Popüler ifade ▪ makale Hangi ulusun kızlar için özel flört kulübeleri inşa etme geleneği vardır? ayrıntılı cevap ▪ makale Sarılık yayılıyor. Efsaneler, yetiştirme, uygulama yöntemleri ▪ makale X-ışını fotometresi. Radyo elektroniği ve elektrik mühendisliği ansiklopedisi
Ana sayfa | Kütüphane | Makaleler | Site haritası | Site incelemeleri
www.diagram.com.ua |






 Bu makaleye yorumunuzu bırakın:
Bu makaleye yorumunuzu bırakın: